全國客服熱線:
188 4287 5901
歡迎訪問大連鑫豪機(jī)械有限公司網(wǎng)站!

全國客服熱線:
188 4287 5901


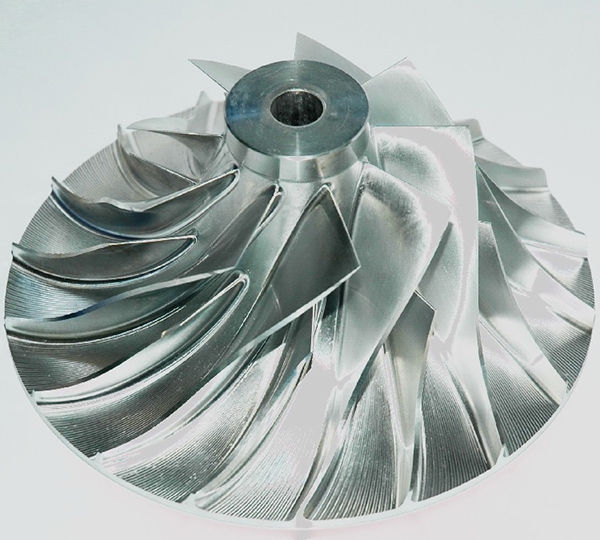
大連零部件加工工件熱變形減少 在高速切削加工中,由于切屑在極短時間內(nèi)被切除,切削熱絕大部分被切屑帶走,因而工件溫度并不高,不僅受熱變形的可能性減小,而且可避免熱應(yīng)力、熱裂紋等表面缺陷。 工藝系統(tǒng)振動減小 在超高速切削加工中,由于機(jī)床主軸轉(zhuǎn)速很高,激振頻率遠(yuǎn)離機(jī)床固有頻率,因而使工藝系統(tǒng)振動減小,提高了加工質(zhì)量。 高速銑削大連零部件加工已廣泛用于汽車工業(yè)、航空航天工業(yè)和模具制造業(yè),加工鋁、鎂等輕金屬合金、鋼材及鑄鐵。
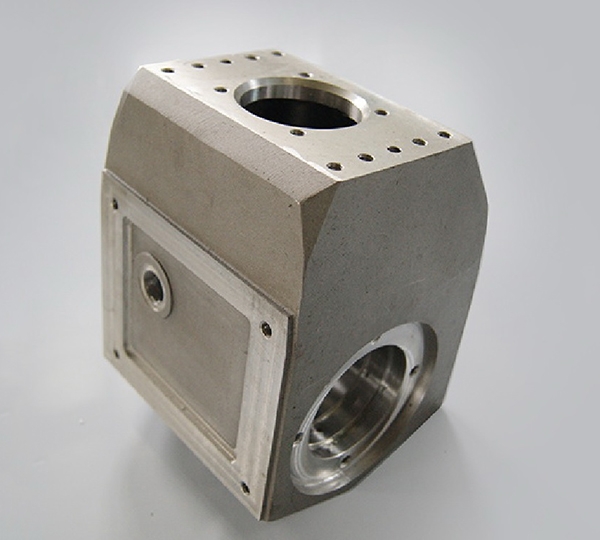
例如汽車發(fā)動機(jī)缸體、缸蓋、減速器殼體,飛機(jī)的整體鋁合金薄壁零件,淬硬模具鋼以及鎳基合金、鈦合金等難加工材料。提高材料切除率的策略已由強(qiáng)力而緩慢轉(zhuǎn)向快速而輕便,機(jī)床由強(qiáng)力型 ( 提高力學(xué)特性參數(shù) )轉(zhuǎn)向高速型 ( 提高速度特性參數(shù) )。 大連零部件加工在裝配前必須清理和清洗干凈,不得有毛刺、飛邊、氧化皮、銹蝕、切屑、油污、著色劑和灰塵等;裝配前應(yīng)對零、部件的主要配合尺寸,特別是過盈配合尺寸及相關(guān)精度進(jìn)行復(fù)查;裝配過程中零件不允許磕、碰、劃傷和銹蝕。在機(jī)械加工中螺釘、螺栓和螺母緊固時,嚴(yán)禁打擊或使用不合適的旋具和扳手。
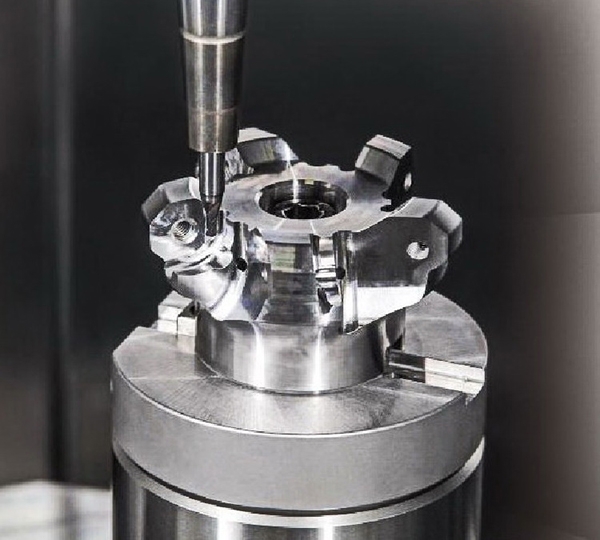
緊固后螺釘槽、螺母和螺釘、螺栓頭部不得損壞;規(guī)定擰緊力矩要求的緊固件,必須采用力矩扳手,并按規(guī)定的擰緊力矩緊固,粘接后應(yīng)清除流出的多余粘接劑。大連零部件加工在實(shí)際的工作中對強(qiáng)度和韌性要求比較高,它的工作性能與使用壽命與其表面性能有著莫大的聯(lián)系,而表面性能的提升,是無法單純的依靠材料做到的,也是非常不經(jīng)濟(jì)的做法,但實(shí)際加工中卻必須使其性能達(dá)到標(biāo)準(zhǔn),這時候就需要用到表面處理技術(shù)了,這往往能達(dá)到事半功倍的效果,近年來這項(xiàng)技術(shù)也得到了飛速的發(fā)展。在模具表面處理領(lǐng)域模具拋光技術(shù)是非常重要的環(huán)節(jié),也是工件加工處理過程中的重要工藝。